Select Your Country/Region:
Current Region:
![]() Global (EN)
Global (EN)
Current Region:
![]() Global (EN)
Global (EN)
Renewable natural gas (RNG), also known as Biomethane, originates from organic material such as landfill and feedstock. The process of RNG production contributes to the mitigation of greenhouse gas emissions by capturing and harnessing methane that would otherwise escape into the atmosphere. In this way, RNG is an attractive and sustainable energy source. As with other natural gasses, it is used to generate energy, such as electricity, heat and fuel.
We will explain the production process and how YZ Systems ensures effective RNG odorization and specialized RNG remote monitoring for these applications.
The basic process of converting animal waste and landfill gases into Renewable Natural Gas (RNG) and distributing it through gas distribution networks involves several steps. Here's an overview of this process and where YZ Systems' odorization and RNG IIoT fit in:
Feed stock (Animal Waste): In the case of animal waste, such as manure from farms or wastewater from livestock facilities, the first step is to collect and store the waste material. This waste contains organic matter that can be converted into methane gas through anaerobic digestion.
Landfill Gas: Landfills naturally produce methane gas as organic materials in the landfill decompose. To capture this gas, a system of wells and pipes is installed in the landfill to collect the gas as it is released.
Animal Waste: The collected animal waste is placed in an anaerobic digester, a sealed tank or chamber devoid of oxygen. Inside the digester, naturally occurring micro-organisms break down the organic matter in the waste, producing biogas, which is primarily composed of methane and carbon dioxide.
Landfill Gas: Landfill gas is collected from the landfill through the wells and pipes and is typically mixed with oxygen and other gases to ensure safe combustion. It is then transported to a processing facility for further refinement.
The biogas produced from both animal waste and landfill gas contains impurities, including sulfur (sulphur) compounds, moisture, and other contaminants. These impurities must be removed in various processes to produce high-quality RNG to meet pipeline gas quality standards and must be compressed for the next stages.
Once the gas is purified, it undergoes a process called upgrading. This involves increasing the methane content to a level that meets the quality standards for natural gas pipelines. Various technologies, such as pressure swing adsorption or membrane permeation, can be used for this purpose.
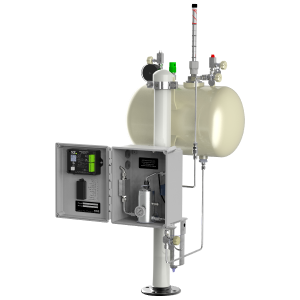
To meet gas safety regulatory requirements, the RNG is odorized with a special blend of THT or Mercaptan variations (such as TBM, DMS, or other types of odorants), making it easy to detect, which is critical for safe gas consumption. YZ Systems is the global leader in natural gas odorization and has specialised odorizers for these low-flow applications. With in-house design, install and service teams, YZ Systems ensures smooth service delivery. See more about our odorization products and services.
The upgraded RNG is then injected into the existing natural gas distribution network. This network consists of pipelines that transport natural gas to homes, businesses, and industrial facilities.
RNG can be blended with conventional fossil natural gas in the distribution network, or it can be delivered as a standalone product, depending on local regulations and infrastructure.
Once in the distribution network, RNG can be transported over long distances, just like conventional natural gas. It is then delivered to end-users, where it can be used for heating, electricity generation, and as a fuel source for vehicles.
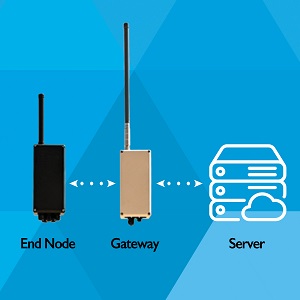
During each stage of the sourcing, cleaning and production process, remote monitoring is essential to keep the operation moving smoothly. Monitoring biomethane pressure, temperature and gas quality is made more complex by the hazardous and explosive environments inherent in the process. YZ Systems has developed specialized IIoT LoRaWAN devices and end-to-end monitoring systems for these applications.
| Contact us | Request a Quote |
YZ Systems is part of Ingersoll Rand, which offers the full range of solutions covering all aspects of the RNG process. The global ecosystem of companies include manufacturers of natural gas compressors, blowers and vacuum solutions for extraction, as well as pumps, loading arms and odorization systems, with integrated specialized IIoT systems for remote monitoring. This full range means that Ingersoll Rand is strategically positioned to ensure the seamless operation and optimization of your RNG process. Use these direct links to sister companies to find whatever you need to optimize your RNG system:




 Afghanistan(EN)
Afghanistan(EN)